
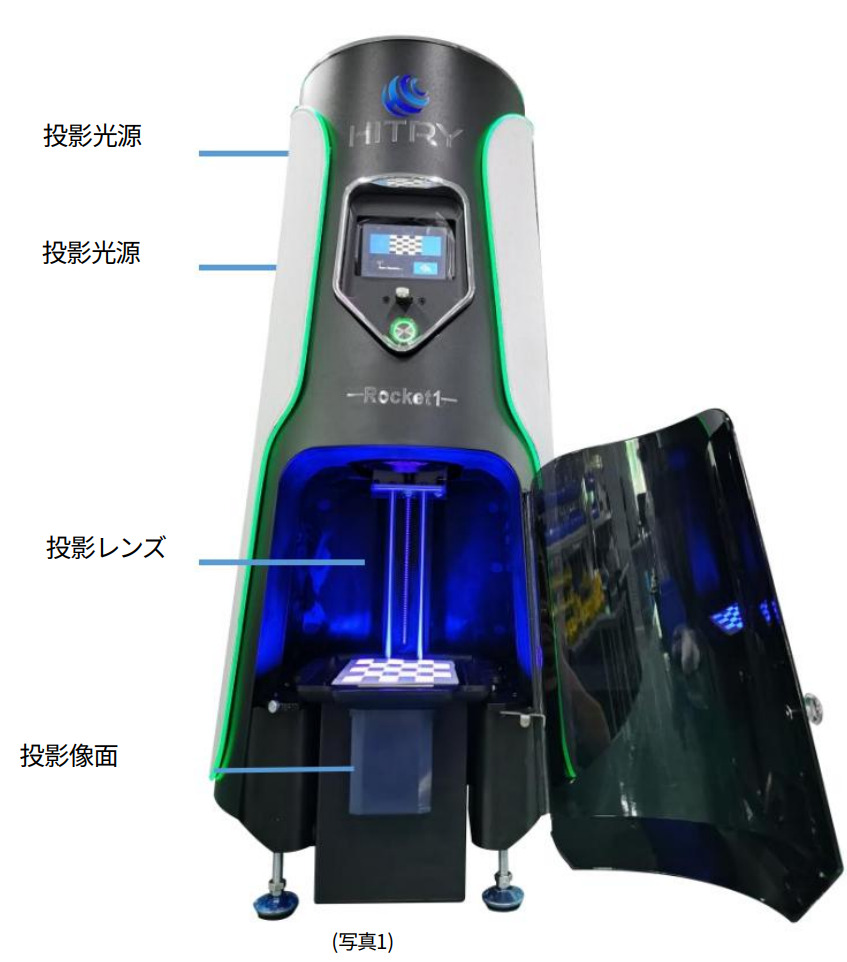
ロケット 1 のしくみ
- HITRYが開発したRocket 1は光硬化型デジタル光連続液体成形技術 (DCLF) に基づく3D プリンターである。
- その印刷原理は、液状の感光性樹脂が紫外線の照射によって固化する特性を利⽤することです。
- Z軸⽅向に沿って、設定された層厚に合わせて⽔平積層切断を⾏い、各層の断⾯画像データを取得し、 HITRYが独⾃に開発した画像⽤デジタルプレーンプロジェクターの投影チップに送ります。
- 表⽰され、 UV ライトがマシンから送信されます。
- 頂点は投影チップに投影され、投影チップはUV 光を断⾯像の形で出射し、投影レンズに集光します。
- 最後に、投影レンズが感光性樹脂樹脂の液⾯を照射し、断⾯像の形状に合わせて固化することで、レイヤーごとの硬化を実現します。3D プリントを形成するプロセス (図 1 を参照)。
Rocket1の焦点距離
⼀⾔で⾔えば、Rocket1 はプロジェクターのようなもので、コンピューターが必要とするあらゆる種類の画像を投影できますが、この種の画像を最も鮮明に表⽰するには、投影レンズと画像⾯の間の距離を保つ必要があります。絶え間ない。これが光学系における焦点距離と呼ばれるものです。
すなわち、投射レンズが感光性樹脂の液⾯に投射する像が最も鮮明に映し出されるためには、両者の距離が焦点距離でなければならない。
それらの間の距離が焦点距離にない場合、投影された画像は鮮明ではなく、印刷に失敗します。

点距離全体の投影画像
投影画像は縮小されてぼやけている

焦点距離(妥当)の投影画像
くっきりとしていて鮮明

焦点距離下でのの投影画像
投影された画像が拡大されてぼやける
投影された焦点距離を維持するロケット 1 の原理
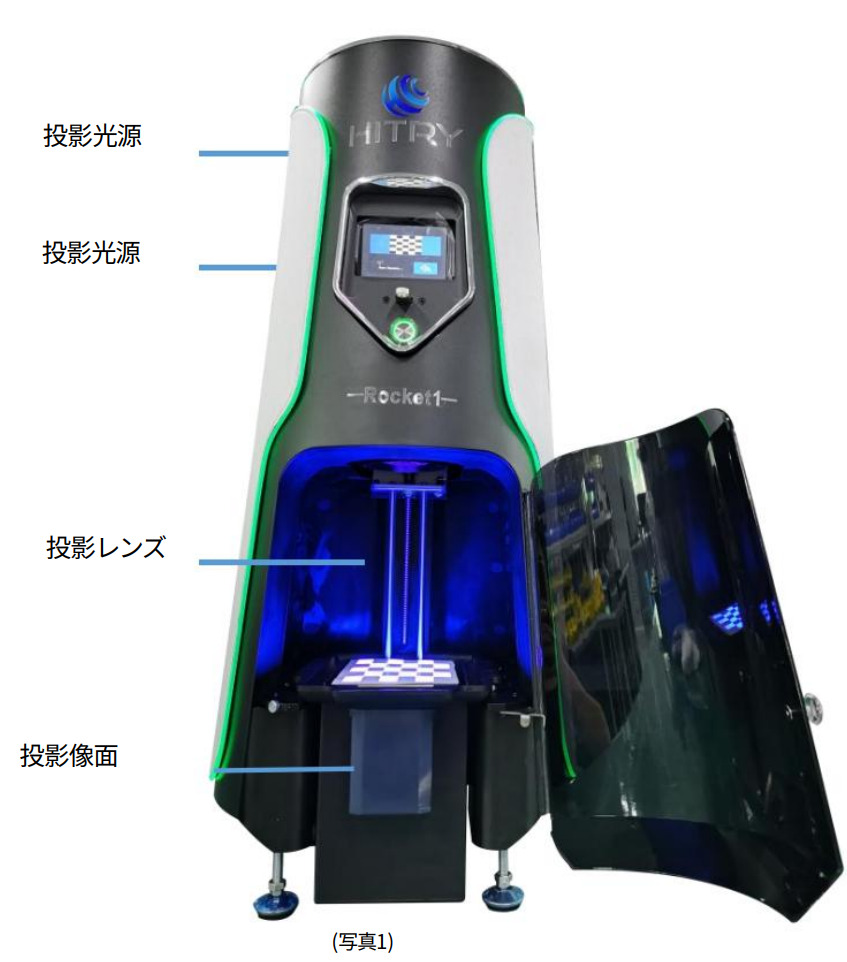
Rocket1 の設計は、トラフの基準⾯、感光性樹脂の液⾯、投影結像⾯の3点
投影レンズから(トラフの基準⾯、感光性樹脂の液⾯、投影結像⾯の3点)までの距離が⼀致するように設計されています。
トラフの表⾯または感光性樹脂の液⾯、投影結像⾯が焦点距離である。
Rocket 1 の焦点距離はトラフの底⾯にあり、レジンレベルのフォーカスを維持するために、Rocket 1 は、各プリントの前にサンプにレジンを充填することで、投影されたフォーカスを維持します。
印刷中にプラットフォームがホッパー内に下降すると、ホッパー内の空間の容積が⼩さくなり、樹脂の液⾯が急激に上昇します。
ホッパーを通過しきれなかった液体樹脂はオーバーフローし、トラフに溢れます。
溢れた樹脂は保管⽤の収納ボックスに流れ込むため、樹脂液⾯は常に一定に保たれています。
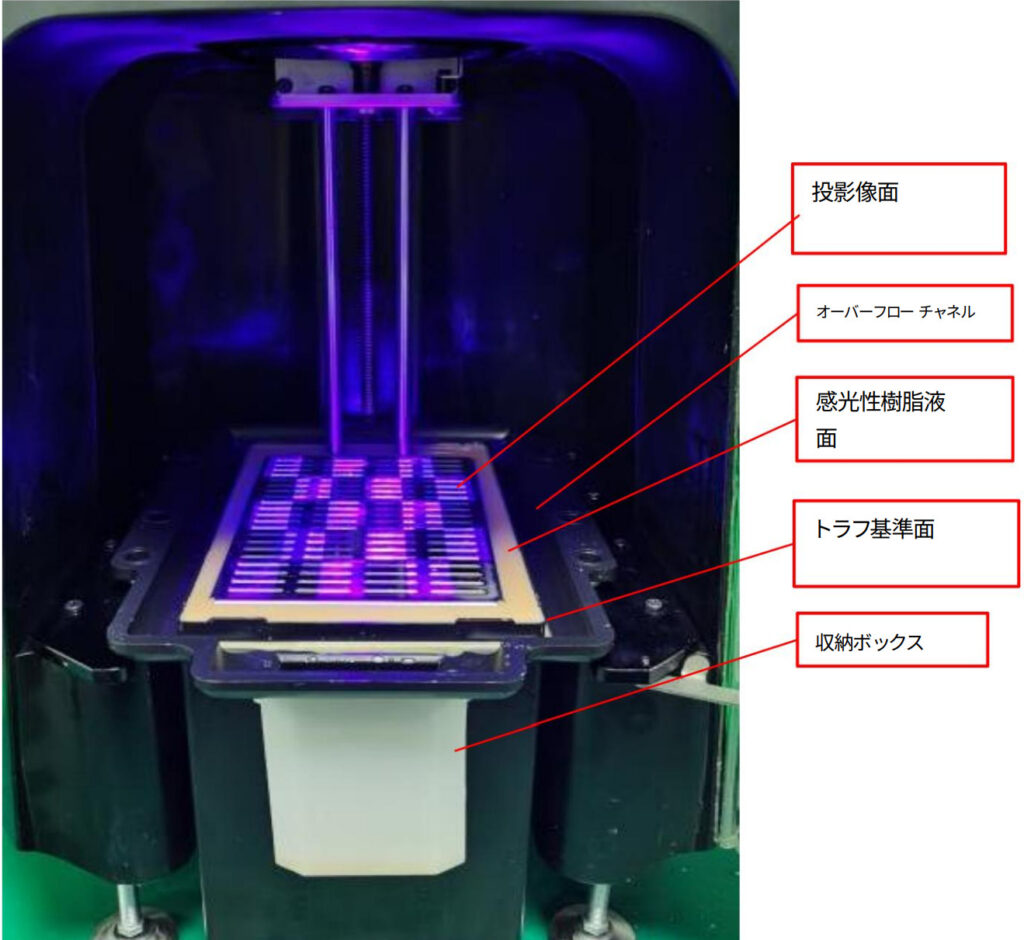
プラットフォームの位置を調整する
(Z=0 に設定)
Rocket 1 がプラットフォームの位置を調整する⽬的は、プラットフォームが⾼すぎたり低すぎたりすることによって
⽣じるプラットフォームとレジンの液⾯との間の⾼さの誤差を補正することです。印刷台はレジン液⾯より0.5mm程度⾼くするのが最適です。
これは、印刷されたパーツの下部がプラットフォームにしっかりと密着し、エッジの反り現象を軽減するためです。調整台は「set Z=0」の機能を利⽤しています。具体的な操作⽅法は次のとおりです。
プラットフォームは工場出荷時に調整されています。



ホッパーにレジンを充填します。
画⾯をクリックします。プラットフォームをゼロに戻します。
画⾯をクリック。レジン液から0.5mmの距離までゆっくりと下降
プラットフォームの位置調整を完了します。
ロケット 1 のプリントの下部を⽀える必要があるのはなぜですか?
Rocket 1 で印刷する場合、印刷プラットフォームはレジン液⾯より 0.5mm 程度⾼くするのが最適です。
これは、印刷されたパーツの下部がプラットフォームにしっかりと密着し、エッジの反り現象を軽減するためです。ただし、これはモデルの 0.5mm の厚さを犠牲にし、底⾯の 0.5mm の厚さの精度を低下させます。
したがって、Rocket 1 を使⽤してサポートを追加する場合、下部に 3mm 以上のサポートを追加すると、印刷の下部精度が低下するのを防ぐことができます。
サポートがなく、プリントの下部にサポートが追加されています
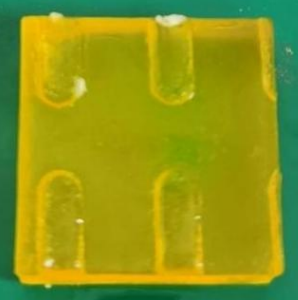
下部に追加されたサポートなし
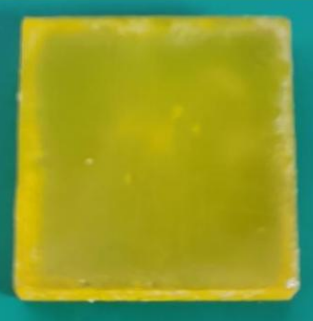
下部にサポートを追加
注意事項
- 機械の Z 軸をゼロに設定しないでください。機械は⼯場出荷前に調整されています。必要でない場合は調整しないでください。
- 樹脂液⾯がトラフのベース⾯に達するように、印刷前に樹脂を充填する必要があります。
プロジェクタのレンズ部分を定期的に清掃して、ほこりや指紋が付かないようにしてください。プロジェクターのレンズ部分にほこりがあると、投影された画像が鮮明でなくなり、印刷に失敗する原因となります。 - 各印刷の前に、オーバーフロー チャネルの樹脂をきれいに拭くことをお勧めします。
- 液体貯蔵ボックス内の樹脂は、印刷プロセス中に液体貯蔵ボックス内の樹脂が過度にあふれないように、各印刷の前に洗浄する必要があります。
充填液の仕組み
HITRY フィラーは、密度が 2.5 〜 2.8 の⽩⾊の粉末です。無毒で環境に優しい。引⽕性、爆発性がなく、⽔には溶けるが有機溶剤には溶けないという特徴があります。
フィラーと⽔を⼀定の質量で混合すると、⽐、それは密度 1.25-1.3、⻩⾊および透明で、この充填液も無毒で環境に優しく、難燃性、引⽕性、爆発性、有機溶剤に不溶。
ほとんどの感光性樹脂の密度は 1.12 〜 1.2 であり、親油性があり、充填液を感光性樹脂と混合すると、充填液と樹脂が⼆層に分離します。
⾮互換性。液体の密度は感光体の密度よりも⼤きいそのため、充填液は樹脂の下に沈み、「充填」の役割を担います。

充填液の使⽤条件
充填液は、ほとんどの感光性樹脂と互換性がありますが、特定の感光性樹脂は使⽤できません。
- ⽔洗樹脂、⽔洗樹脂は親⽔性のため、充填液と併⽤すると混合し分離できません
- ⾼密度樹脂。樹脂の密度が 1.2 を超えると、充填液がうまく⼊りません。
充填液の使⽤⽅法
充填液を使⽤する場合は、まず充填液を⼊れてから次にレジンを加え、充填液を⽬盛り線に注ぎます。
フィード タンクにレジンを充填します。レジンが沈むまで数分待ちます。その後印刷を開始できます。
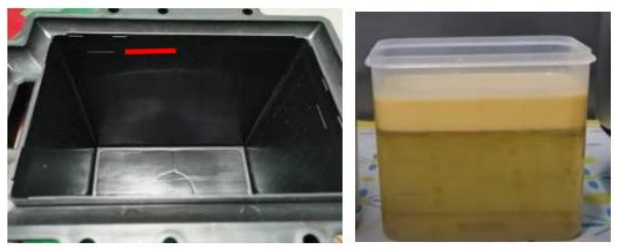
充填液のリサイクル
充填液が1週間以上印刷されていない場合(スーパータフレジンを除く)、充填液とレジンを分離し、レジンをレジンボトルに戻してください。
表⾯に浮いたレジンは取れません。 UVランプを当てて固まるのを待ってから取り出します。その後、充填液を元のボトルに戻して使⽤します。
注意事項
トラフに充填液とレジンが⼊っていて、1 週間以上印刷されていない場合(注スーパータフレジンは充填液と⼀緒に使⽤できません、キャスティングレジンと⻭科⽤レジンは充填液と⼀緒に使⽤することをお勧めしません)、充填液をレジンから分離し、レジンをレジンボトルに戻し、注⼊する必要があります。
液体を元のボトルに戻す、または⾯に樹脂の層を残し、充填液の⽔分が揮発するのを防ぎます。
残った充填液でホッパーを洗浄する必要がある場合は、⼗分な⽔ですすいでください。

コメント